

The machine tool has written a lubrication control program, but it is not associated with peripheral signals. If you need to make the lubrication control effective, you need to follow the steps below.
一、Lubrication Control Instructions
There are two kinds of lubrication control in the lubrication control program, one is ordinary lubrication control and the other is grease lubrication。Conventionally, we set D901.2=0
![图片[1]-How To Make The Lubrication Pump Working - FANUC CNC-FANUC CNC](https://www.share5.cn/wp-content/uploads/2024/05/1714694910134.png)
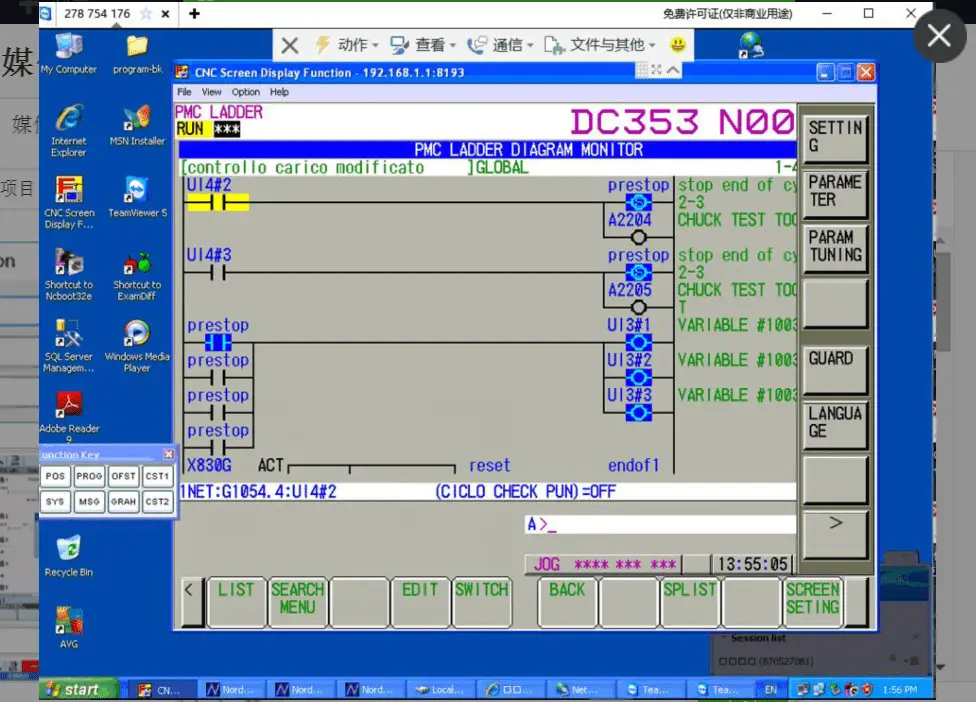
二、Change the lubrication input signal
E44.6:I_Lub1_Pressure_Ok
E44.3:I_Lub1_Level_Ok
E44.0:I_Lub_Motor1_detect
![图片[2]-How To Make The Lubrication Pump Working - FANUC CNC-FANUC CNC](https://www.share5.cn/wp-content/uploads/2024/05/1714695012693.png)
before change
![图片[3]-How To Make The Lubrication Pump Working - FANUC CNC-FANUC CNC](https://www.share5.cn/wp-content/uploads/2024/05/1714695065910.png)
After change
The input signal needs to be determined according to the I/O address allocation of the machine tool and the actual wiring.
![图片[4]-How To Make The Lubrication Pump Working - FANUC CNC-FANUC CNC](https://www.share5.cn/wp-content/uploads/2024/05/1714695427812.png)
This is the power-on detection of lubrication. If it is not actually available, you can leave this signal on all the time.
![图片[5]-How To Make The Lubrication Pump Working - FANUC CNC-FANUC CNC](https://www.share5.cn/wp-content/uploads/2024/05/1714695580604.png)
二. Change the lubrication output
Generally, the lubrication pump is controlled by a relay. We need to change the output of this relay. For example, here is Y100.0. We can add the following ladder diagram statement to the corresponding position in the ladder diagram.
![图片[6]-How To Make The Lubrication Pump Working - FANUC CNC-FANUC CNC](https://www.share5.cn/wp-content/uploads/2024/05/1714695297241.png)
After the above wiring configuration with the actual machine tool, the address allocation of the lubrication control program can be completed. After the lubrication control, when the axis moves, the timer can be timed. When the set time is reached, the output of the lubrication pump can be controlled, or the machine can be started. Lubrication will also be controlled by oiling once
三、Active Alm
2097 LUBRICATION/AIR CONDITIONING CIRCUIT BREAKER NOT CLOSED E08-FC01/E09-FC01
2120 LUBRICATION PUMP PRESSURE IS LOW, ABOUT TO ENTER SINGLE-BLOCK MODE
2121 THE LUBRICATING FLUID LEVEL IS LOW, ABOUT TO ENTER THE SINGLE BLOCK MODE
D0901.2=0
The lubrication alarm is automatically activated and the ladder diagram does not need to be processed.













暂无评论内容